
Sinterformteile AMF®: Gestaltungshinweise
Unsere Gestaltungshinweise sind eine Hilfestellung, die das große Spektrum der Sinterformteile umreißt und Sie bei der Beschaffung unterstützt.
Sinterformteile AMF® mit Schrägkanten
Für verhältnismäßig dichte Sinterteile mit einer Dichte von 6,5 und höher. Die Neigung der Schrägkante sollte 30° nicht übersteigen. Bei steileren Winkeln ist die Gefahr des Ausbrechens der hochbelasteten Oberstempelkanten gegeben. Bei Sinterteilen mit Dichten unter 6,5 können größere Neigungen zugelassen werden. Sie sollten jedoch 45° nie übersteigen.
Weiterlesen… Weniger…
Sinterformteile AMF® mit scharfen Kanten in Pressrichtung
Wegen der scharfen Kanten am konischen Oberteil des Stopfens besteht die Gefahr, dass der Oberstempel beim Einfahren in die Matrize zu weit vordringt und einen Bruch des Presswerkzeugs herbeiführt. Durch ein Abgraten der Kante entsteht eine kleine zylindrische Stufe, die die vorgenannte Gefahr ausschließt.
Weiterlesen… Weniger…

Sinterformteile AMF® mit tangentialen Übergängen bei langen Profilen
Die Ausführung von Teilen mit langen abgerundeten Profilen würde bruchgefährdete Pressstempel mit scharfen, dünn auslaufenden Kanten verlangen. Dies lässt sich aber durch Anbringen einer Schrägkante unter 30° erfolgreich vermeiden, besonders bei hoch verdichteten Teilen. Dieses Konstruktionsprinzip lässt sich sehr vielseitig anwenden.
Weiterlesen… Weniger…
Sinterformteile AMF® mit spitzwinklig auslaufenden Abschrägungen
In vielen Fällen können die Sinterformteile leicht so geändert werden, dass die scharfe Kante entfällt, wobei - je nach Durchpressung und Dichte im abgeschrägten Teil - die Sinterhöhe ein 1/3 bis 1/2 der Gesamthöhe betragen kann. Die Neigung der Schrägfläche sollte auf keinen Fall größer als 45° sein. Aus Dichtegründen ist ein Maximalwert von 30° anzustreben.
Weiterlesen… Weniger…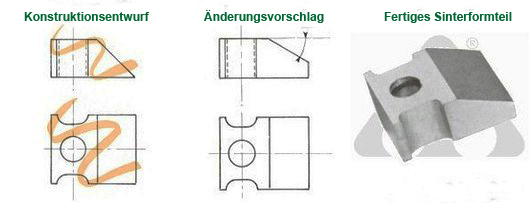
Sinterformteile AMF® mit Hinterschneidungen
Aufgrund der relativ hohen Kosten für die mechanische Nacharbeit, sollte schon in der Entwicklungsphase versucht werden, Hinterschneidungen durch konstruktive Änderungen zu vermeiden.
Weiterlesen… Weniger…
Sinterformteile AMF® mit Bund
Wenn die verlangten Toleranzen eines Teiles unbedingt ein Kalibrieren notwendig machen, so geschieht dies in einem Kalibrierwerkzeug mit einem leichten Einzugskonus. Das Einführen eines porösen Lagers mit Bund, dessen zylindrischer Teil über einen Dorn kalibriert werden soll, macht daher Abschrägkanten an vielen Stellen und auch Abrundungen unter dem Bund notwendig.
Weiterlesen… Weniger…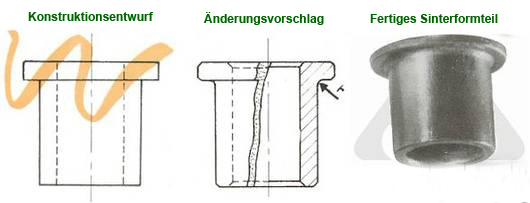
Sinterformteile AMF® Kegelräder
Die Ausbildung scharfkantiger, meisselartiger Pressstempel birgt immer die Gefahr des Kantenbruchs innerhalb des Presswerkzeugs durch Auffahren der Stempel auf konische Matrizenteile.
Weiterlesen… Weniger…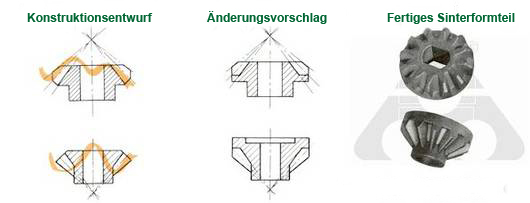
Sinterformteile AMF® dünnwandig
Der spezifische Druck beim Verpressen von Metallpulvern wird nicht hydrostatisch fortgepflanzt, sondern wird zu einem großen Teil durch die Reibung der Pulver mit den Matrizenwänden und Stempeln aufgenommen und vermindert. Daher muss man - besonders bei hochverdichteten Teilen - das Verhältnis zwischen der Höhe des Formkörpers und seiner Wandstärke richtig bemessen.
Weiterlesen… Weniger…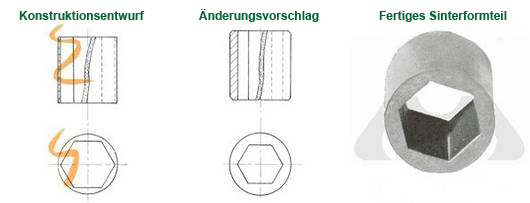
Sinterformteile AMF® mit tangentialen Übergängen
Bei Stücken mit stark unterschiedlichen Presshöhen, die Presswerkzeuge mit unterschiedlichen Stempeln benötigen, bereiten tangential verlaufende Übergänge immer presstechnische Schwierigkeiten. Die diesen Übergangsstellen zugeordneten, unterteilten Stempel müssten sehr dünn und teilweise messerscharf sein und wären somit stark bruchgefährdet. Die tangentialen Übergänge müssten daher durch treppenartige oder durch stark abgerundete Übergänge ersetzt werden.
Weiterlesen… Weniger…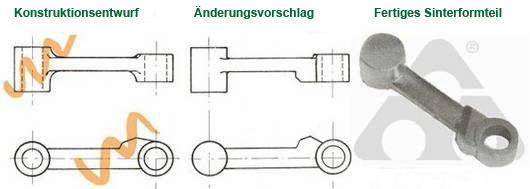
Wir beraten Sie gerne:
Tel. +49 2159 69 599 - 0
Fax +49 2159 69 599 - 33
info@amtag.de
www.amtag.de
Standort Meerbusch
AMTAG Alfred Merkelbach Technologies AG
Lise-Meitner-Str. 2
D-40670 Meerbusch

